








There are several reasons to choose silicone or PolyTetraFluoroEthylene (PTFE) jacketed cable when designing a custom wire harness. Both jacket constructions are known for their high-temperature resilience and extreme flexibility. The main difficulty of selecting a PTFE is the fact that they can be a bit hard to come by.
PTFE or Silicone jacketed wire options can solve many of the challenges that exist in electronics design, but they usually come with a cost and schedule impact on the project. Moreover, some specific wire constructions using silicone or PTFE have minimum order quantities of up to 5000 meters, making it an impractical option. Specialty wire constructions using silicone and PTFE should only be considered when a standard jacket material like PVC is not an option.

Low Voltage Cable Harnesses
When designing low voltage cable harnesses, the first step in developing these custom wire bundles is focused on determining the length and diameter of the wire’s conductors. Engineers will select the wire sizes based upon the maximum expected current of the circuit. Next, engineers will review the dimensional constraints and the appropriate connector options to make sure that the eventual wire will properly mate within the required crimp terminal or single-row connector. This amounts to a significant investment in time and resources in a cable bundle that may not actually perform the job it’s intended to.
Once prototypes are built, any limitations on jacket flexibility and cable routing will be uncovered, especially if low temperatures or tight bend radius are involved. Spending time reviewing the cable jacket’s material requirements beforehand is critical. Failing to account for the wire’s temperature, flexibility, and even biocompatibility limitations can create major impacts on the budget and development timelines.
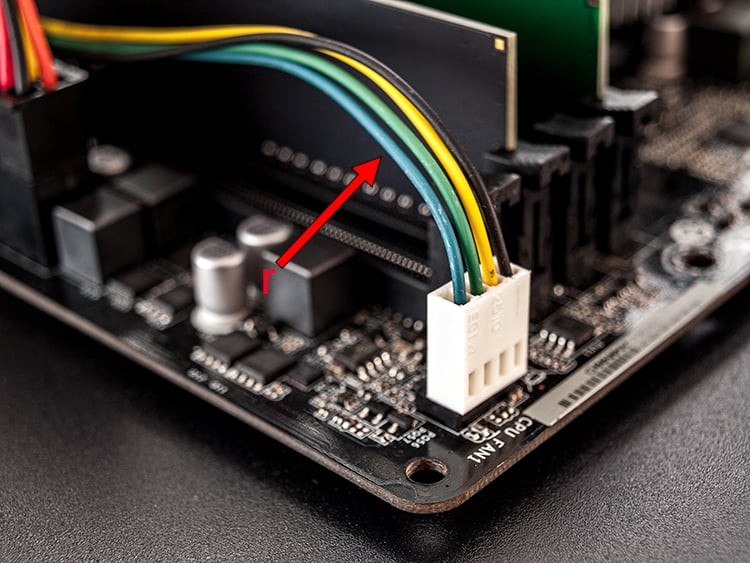
Minimum bend radius “r” will vary based on the wire size, material, and strand count.
Silicone Jacketed Wire
The use of extruded silicone as a wire jacketing option has become increasingly popular since the turn of the millennium. Before the 1950s, when silicone elastomers were simply unavailable, flexible wires were built with high strand counts and thin insulating jackets of available thermoplastic materials. As technologies of mixing and vulcanizing silicone improved, silicone’s unique properties such as low-temperature resilience and extreme flexibility were able to be harnessed and used in custom cable assemblies.
Silicone is known for its exceptional mechanical properties and resilience to extreme hot and cold temperatures. Silicone elastomer is used as a gasketing material for o-rings, seals, and rubber boots. Silicone elastomer is the standard material for keypads and buttons used on handheld electronics. Having remarkable mechanical damping properties, silicone is even used in vibration isolators and shock absorbers.
Silicone elastomer can be extruded around copper wire and spun onto spools with insulation wall thicknesses as thin as 0.015”. Once spooled this wire can be further assembled into complex custom wire harnesses exhibiting the unique properties of silicone such as biocompatibility, low-temperature resilience, and exceptional flexibility.
PTFE Jacketed Wire
Trademarked Teflon™ and similar to Fluorinated Ethylene-Propylene (FEP), PTFE was developed in the late 1930s and has become one of the most important man-made polymers to date. Known for its non-stick properties, PTFE is stable across a wide range of temperatures and exhibits superior flexibility when compared to traditional thermoplastics. PTFE is also widely used for its dielectric properties allowing it to be used as wire jacket insulation and as the dielectric material within RF coaxial cable assemblies. PTFE can be extruded with a center conductor into narrow cylindrical shapes and then jacketed creating coaxial cables such as RG-6 or RG-174 types of wire.
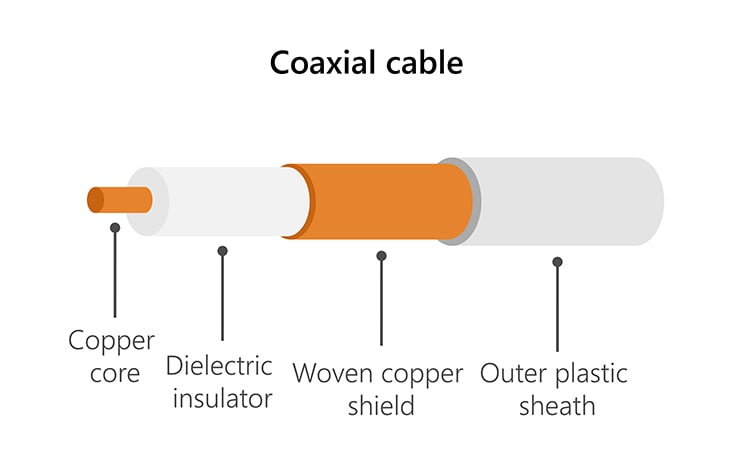
Diagram of a coaxial cable with dielectric insulation core.
PTFE cable can be used on more than just RF cables, it’s surprisingly common in military and LVDS cabling. Because it’s so slippery, manufacturers have difficulty bonding materials to the PTFE jacket and processing complex cable bundles. Small gauge wires twisted and routed in a bundle can slide within the cross-section, cause the cable to lose its shape. Twisted pairs can be wound together with a tight lay, reaching 4 twists per inch or tighter allowing for the creation of a differential pair with the PTFE dielectric material as the cable jacket.
Key Considerations
Before considering a specialty wire jacket material like silicone or PTFE, prototypes may be built using ordinary materials that are readily available. Since exotic wire jacket materials like silicone and PTFE are expensive, they have long lead times, and usually have minimum buy requirements, building proof of concept cables may be accomplished with the likes of ordinary low voltage hook-up wire. Obviously, these cables will not behave the same but can still provide valuable information to engineers who are trying to verify the electrical pinout, confirm cable lengths, and predict issues routing the cable.
It’s important to carefully select specialty wire constructions from specific program objectives. High-strand count wire with semi-rigid PVC jacketing is considered flexible, but is it flexible enough? Using specific requirements like the minimum bend radius can help engineers determine what wire size, material, and cross-section limitations exist for a given project.
Specific to medical-grade cables, engineers will specify their cable jacket construction based upon operating temperature or biocompatibility requirements. While silicone jacketed cables exhibit both stable performances at low temperatures and biocompatibility ratings, some non-UL PVC wiring can approach those levels of performance. Low-temperature stabilizers can be added to thermoplastic wire helping it remain supple while below freezing. Additionally, there are non-silicone wire jacket materials that exhibit varying levels of biocompatibility. But still, most PVC jacketed cables will not survive heated sterilization cycles rendering them useless for autoclave applications or anywhere high-temperature cleaning procedures are used. It’s important to consider all design options before locking in an overkill specialty wire construction.
Summary
Early engagement with full-service manufacturing partners like Epec can help review design constraints early and develop solutions that minimize schedule and cost impacts. Silicone and PTFE wire jackets are wildly appropriate for the most challenging design requirements. Manufacturers like Epec with global supply chains, warehousing capabilities, and degreed engineers on staff can help develop program plans that align with the needs of the project. Contact Epec today for information on custom cable assemblies designed with silicone elastomer or PTFE as the jacket material.
Key Takeaways
- Silicone and PTFE jackets offer excellent flexibility and heat resistance: These materials are ideal for custom wire harnesses where temperature extremes, tight bend radii, or biocompatibility are critical, but they come with higher costs and long lead times.
- Standard materials should be tested first when possible: Before investing in costly specialty wire, engineers should prototype using standard hook-up wire to verify layout, routing, and pinout to avoid wasted time and budget.
- PTFE is ideal for high-frequency and high-flex applications: Known for its non-stick and dielectric properties, PTFE is widely used in coaxial and military-grade cables, although its slick surface can complicate manufacturing.
- Silicone excels in medical and rugged environments: Silicone’s flexibility, low-temperature resilience, and biocompatibility make it ideal for medical, wearable, and harsh environment applications that require sterilization or shock absorption.
- Design constraints like bend radius and sterilization impact material selection: Engineers must consider factors like bend radius, sterilization needs, and environmental exposure when choosing between PVC, silicone, or PTFE jacketed wires for long-term success.



