








The hot air solder leveling surface finish (HASL) is the second oldest surface finish available for printed circuit boards and up until a point in time was virtually the standard surface finish used in the electronics industry (originally with leaded solder and more recently the RoHS version with lead-free solder).
While HASL surface finish is still available today, the demand has decreased significantly and continues to fall. In this blog post, we will review how the HASL finish is applied and why it is no longer a recommended surface finish for flexible circuit boards.

HASL Process
The HASL surface finish is achieved by submersing the printed circuit in a pot of molten eutectic solder and then passing the circuit between two hot air and high-pressure air knives which then blow any excess solder of the circuit’s surfaces and back into the solder pot.
In advance of this, the parts are precleaned, with a micro-etching solution to ensure the copper is 100% oxidation free, and a flux solution is applied to ensure the solder wets all exposed copper features. The parts may also be pre-heated to minimize the thermal shock of the solder pot. Once the parts have had the HASL applied they are then cleaned to remove any remaining flux residue.
Surface Topography
There are two types of equipment configurations, vertical and horizontal, that perform the same function. The horizontal is generally preferred as it provides a higher degree of automation, and the surface topography is generally flatter and more consistent.
One of the main reasons that HASL has fallen out of favor and is not a viable surface finish for many of today’s flexible PCB designs is that the topography of the surface finish does not meet the flatness and coplanarity requirements of the components used. Fine pitch SMT devices and BGA packages have very tight tolerances on the flatness and coplanarity of the SMT pads which HASL finishes cannot achieve. In addition, ZIF contacts, which are very common in many flex designs, have the same requirements for the contact fingers which eliminate HASL as an option. To address these requirements the industry developed the electroless nickel/immersion gold (ENIG) surface finish.
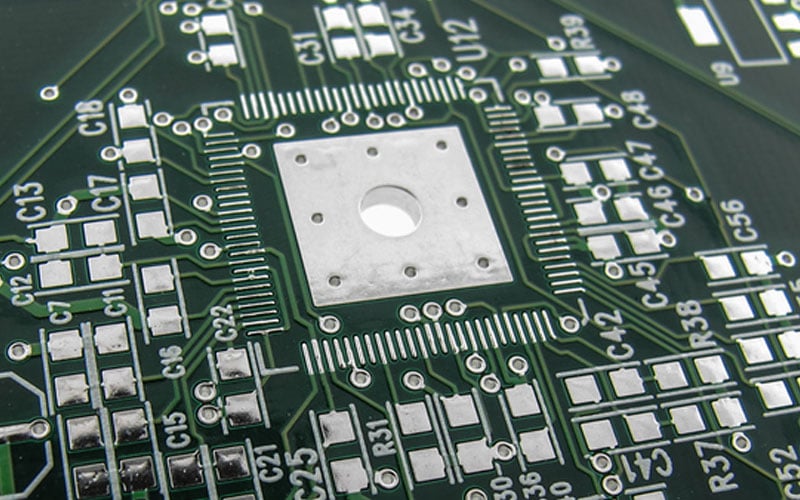
Circuit board BGA with ENIG surface finish.
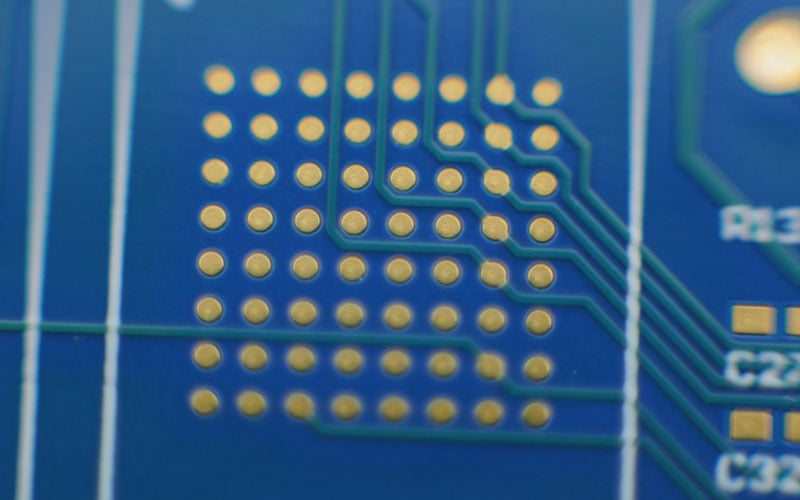
Fine pitch SMT with HASL surface finish.
Thermal Shock
As previously described, the application of a HASL finish requires the flex circuits to be immersed in a pot of molten solder. Polyimide is naturally hygroscopic and absorbs approximately 2% by weight in moisture.
This moisture MUST be evacuated in advance of the HASL application process. A baking process lasting between 4-8 hours, depending upon the layer count and specific design, is necessary and requires very large ovens that can accommodate the number of parts at any given time. If not thoroughly baked dry, any remaining moisture in a flex circuit will flash to steam and cause either the coverlays or the layers themselves to delaminate and destroy the parts.
In addition to the time-consuming pre-baking process flex circuits can be more susceptible to developing defects during a high-temperature excursion. This is specifically due to the adhesives, acrylic or epoxy based, used to bond either coverlays to the circuit or three or more circuit layers together. The adhesives have a much lower operating temp than polyimide and if mishandled during the high HASL application process can lead to the occurrences of delamination. RoHS HASL is more severe than leaded HASL due to its higher temp requirement.

Flex circuit with stiffener delamination example.
Processing Challenges
The last item is the inherent challenge of processing a thin flexible circuit production panel through hot air leveling equipment. A key element is after being submersed in the molten solder pot the parts must pass between a set of high pressure and high temp air knives to remove all excess solder and create as flat a surface pad as possible.
A rigid PCB has sufficient mechanical strength to pass through the knives, one for each side, without deflecting. A flex circuit, which does not have much or any mechanical strength for it to be flexible, needs to be mounted into support frames in any attempt to hold the circuit taunt and prevent any undesirable movement. Beyond time-consuming, to mount and unmount the flex panels, they are not always capable of holding thin designs sufficiently taunt. This allows the flex panel to flutter between the air knives which results in uneven solder thickness and can potentially damage the panel.
Summary
There are multiple reasons why a HASL surface finish either cannot be used on a flex circuit board design, due to the technology used, or at a minimum is not recommended due to the challenges it creates. This has led to a significant reduction in the demand to the point where many flex circuit suppliers no longer support the HASL process in-house and if absolutely necessary will used a 3rd party service company to apply the HASL finish. The ENIG surface finish has become the standard for flexible PCB designs. Please feel free to contact Epec to discuss your requirements and to evaluate the surface finish options available for your specific design.
Key Takeaways
- HASL is incompatible with modern flex PCB demands: The uneven surface topography created by HASL doesn't meet the flatness and coplanarity requirements of fine-pitch SMT components, BGA packages, or ZIF contacts, making it unsuitable for precision applications.
- Thermal shock poses a serious risk: Flex circuits must be thoroughly baked before HASL to remove absorbed moisture from polyimide materials. If not, the high-temperature immersion in molten solder can lead to delamination and permanent damage.
- Material limitations amplify processing challenges: The adhesives used in flexible PCBs are more susceptible to heat damage than rigid boards, increasing the risk of defects during HASL application, especially under the higher temperatures required for RoHS-compliant lead-free solder.
- Handling during HASL is difficult for flex circuits: Flexible PCBs lack the mechanical rigidity needed to pass cleanly through high-pressure air knives without warping or fluttering, leading to uneven solder thickness and potential panel damage.
- ENIG is the preferred surface finish for flex designs: Due to its superior flatness, compatibility with fine-pitch components, and gentler processing requirements, ENIG has become the go-to surface finish for most flexible circuit board applications.



