








Cable assemblies are needed across various industries and are utilized in goods that include consumer electronics, industrial products, mil areo, and even medical devices. Low cost does not mean low quality; in fact, low-cost cables are qualified for use on many high-reliability applications.
Safety standards exist to help establish wire performance guidelines making certain that the listed wire is appropriate and safe for its intended use. Test protocols, voltage ratings, and temperature limitations are well defined for each listed wire allowing designers to confidently select the desired configuration. Flammability ratings are defined permitting their use in various industrial and office settings. As long as these production lots are built using economies of scale, favorable pricing can be realized on a variety of multiconductor cable configurations.

The Cable Manufacturing Processes
The key to designing and manufacturing low-cost cables is the fact that most electrical cables are assembled using efficient production processes in what is viewed as a high-volume manufacturing environment.
Electrical cable is extruded onto spools of wire that are large enough to store tens of thousands of linear feet of wire. Some runs of wire are custom designs and face sizeable minimums and setup costs, discouraging unnecessary levels of customization. Does it matter if all four of your wires are the same jacket color? What if the jacket colors are red, black, green, and white? Can a readily available hook-up wire be considered? Using standard components in a custom cable assembly allows for low-cost designs with reduced risk and improved reliability.
Standard jacket coloring - discrete cables.
Where To Start with Your Multiconductor Cable Design
The first step to designing a low-cost multiconductor cable is to map out the cable at a high level. How long will the cable be and how will it be wired? Creating an electrical schematic and including this in your drawing allows for the connector pinout diagram and conductor configuration to be clear to whoever tries to quote or build it. Including an electrical schematic can reduce misleading bid assumptions that would otherwise slow down a project or add cost. Most importantly, creating a schematic allows for quicker system integration since the I/Os are well defined allowing major design elements to be frozen early in the project.
Selecting the appropriate wire gauge or AWG for each section of cable is another way to reduce the price of your multiconductor cable. The thicker the wire gauge, the more copper is required. Copper is expensive, and prices continue to increase. Heavier wire sizes will also allow for more current to be carried. If the overall length of your cable is long, then a one size reduce in wire size can become a significant cost savings. Reducing your wire size to save cost should only be performed if the electrical parameters behind the circuit allows for the design change.
Custom Cable Cross Section
Shielding and shielded pairs can add cost to a custom cross section of wire. Different types of shielding involve unique setup and manufacturing expenses which can add both cost and lead-time. The materials used to shield a cable range from inexpensive metallized mylar foil to higher cost shields that are woven into a metal-mesh sheath around the cable. When considering cost, a braided shield adds more cost than a mylar foil shield but may offer equal performance for the specific application. If a braided shield is not required, why keep it?
Custom shielding configurations beyond a single overall shield are possible but can add cost and drive MOQs, even up to 5,000 meters per batch. Adding one shielded pair to a multiconductor cable is common but adding several shielded pairs can drive the level of customization, especially if there are other single conductors within the bundle.
The cross section can be further complicated if special wire jacket colors are needed. Cable assemblies with distinctly different wire cross sections may still function the same in the end product, allowing for simpler and lower cost multiconductor cables to be used.
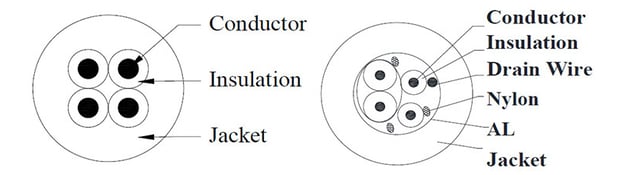
4 conductor cable vs. multiconductor cable with 1 shielded pair and an overall shield.
Cable Assembly Performance Considerations
Design engineers will determine system level requirements that flow down to subassemblies and components, that will eventually drive design details such as voltage rating, temperature rating, and material performance.
A cable assembly’s center conductor is made of copper, which can survive a wide range of temperatures and voltages and is typically unaffected by these high-level design details. But a cable’s jacket is typically made of extruded thermoplastics and can be highly susceptible to heat and high voltages. By default, 80 degrees Celsius and 300 volts can be assumed and will cover a majority of design applications for everyday products in terms of voltage and temperature specifications. It can be easy to achieve 105 degrees Celsius and 600 volts by using effectively the same custom cable extrusions, but with a slightly thicker insulation jacket. The additional jacketing thickness can improve the heat and voltage rating of an extruded cable assembly.
UL listed wire such as UL2517, UL2464, UL1569, UL1007, and UL1061 cover all these temperature and voltage requirements. For applications above 105 degrees Celsius and 600 volts, it is likely that the project has other special design considerations and custom cabling is not the only risk being tracked.

Multiconductor cable with connector termination.
Final Multiconductor Cable Design Considerations
Driving cost out of custom engineered products is possible but must be done in ways such that performance is not impacted. The cable jacket material itself is one place to look at cost drivers.
Specialty materials such as Teflon, PTFE, silicone, and MPPE are less common and can be expensive when compared to typical hook-up wiring. Custom wire batches add cost, especially at smaller volumes.
High-performance coatings on the wire’s conductors are another cost driver. For example, silver-plated wire conductors offer exceptional performance, but it’s overkill unless your targeting mil-aero conditions.
Summary
The most effective way to save cost on custom multiconductor wire is to find something that is available in a standard configuration and preferably in stock. Early engagement with a full-service manufacturing partner like Epec can help review these design considerations early in the development process. By addressing cost drivers before the design is frozen, alternate configurations can be explored and proven out, and hopefully reduce the overall cost of the project.
Key Takeaways
- Use standard components when possible: Standard jacket colors, common hook-up wires, and readily available materials help minimize customization costs while maintaining reliability.
- Electrical schematics reduce errors and costs: Including a schematic with pinout and conductor configuration ensures accurate quoting, faster integration, and avoids costly assumptions.
- Wire gauge selection impacts cost: Reducing copper content by using smaller AWG sizes can lower costs if electrical performance still meets requirements.
- Shielding choices affect price and lead time: Mylar foil shields are less costly than braided shields, and limiting shielded pairs helps control customization, MOQs, and expenses.
- Jacket and material choices drive performance and cost: Typical thermoplastic jackets meet most needs, while specialty materials or coatings like Teflon or silver plating should only be used when application demands justify the added expense.



