








As capacitive touch human machine interface (HMI) assemblies become more popular, both designers and users are becoming more familiar with the technology as it replaces traditional mechanical HMI products. These capacitive touch HMIs can be used in extreme environments, with users wearing gloves, and can operate reliably for years.
Just as a mechanical HMI (membrane switches, tactile switches, etc.) relies on the overlay material properties to determine system function, capacitive touch HMIs rely on the overlay material properties to drive capacitive touch sensitivity and overall system performance.
Interestingly, capacitive touch HMIs utilize the same overlay materials as traditional mechanical HMIs, such as polyester and acrylic. The overlay material selection is one of the most critical design elements in capacitive touch HMIs and, unfortunately, is frequently overlooked.
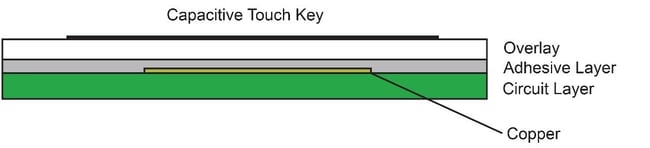 Capacitive Touch Key
Capacitive Touch Key
Overlay Materials
Listed below are some of the most common overlay materials that can be used in capacitive touch HMI assemblies. These all have unique electrical insulation characteristics and each have their own unique response in a capacitive touch system.
Plastics
- Polyester
- Polycarbonate
- Acrylic
Glass
- Tempered Glass
The dielectric constant of the overlay material plays a critical role in defining the key sensitivity of the capacitive touch HMI. The higher the dielectric constant of the material, known as “k”, the higher the key sensitivity (ex. the easier it is to trigger the switch).

Dielectric Constants of Common Overlay Materials
| Material | Dielectric Constant (k) |
|---|---|
| Polyester (PET) | 2.8 - 4.5 |
| Polycarbonate (PC) | 2.9 - 3.0 |
| Acrylic (PMMA) | 2.7 - 4.5 |
| Tempered Glass | 7.2 - 8.0 |
| Air | 1.0 |
In addition, the system’s capacitance change is inversely proportional to the overlay thickness. Therefore, the thinner the overlay, the greater the capacitance change. This results in a more sensitive key and a larger dynamic range to work with. This benefit of an increased dynamic range provides the programmer with more flexibility to configure the microcontroller’s firmware for a wider range of sensitivity settings.
It is important to consider the material dielectric constant when selecting the overlay material, but it is just as critical to recognize that different materials are better suited for low profile overlay applications. Depending on the overall thickness requirement of your capacitive touch HMI, the overlay material options are divided into two groups:
1. If an overlay thickness of 0.25mm or less is required in a low-profile capacitive touch HMI, it is recommended to use either:
Polyester (PET) or Polycarbonate (PC)
Polyester and polycarbonate have similar dielectric constants and, at a thickness of 0.25mm or less, the difference in dielectric constant between the two materials is negligible so there is no noticeable effect on the sensitivity of the capacitive touch keys. These overlays are cut to their finished outline size with steel rule dies at this thickness. Polyester is usually the preferred material of the two since it offers superior chemical and abrasion resistance.
2. For overlay thicknesses of 1.0-1.5 mm, it is recommended to use:
Acrylic (PMMA)
Hard coated acrylic offers excellent abrasion and chemical resistance, and the highest quality options can meet a pencil hardness rating of up to 6H. Acrylic has a glossy surface that provides a high-quality appearance to the user.
Acrylic is ideal for most applications but has a lower dielectric constant relative to tempered glass which can affect key sensitivity; however, this can be resolved by specifying a microcontroller that allows the option for tuning the sensitivity threshold of the keys if the key sensitivity in standalone mode is deemed unsatisfactory.
The lower elastic modulus of acrylic relative to tempered glass allows it to bond well with all different types of enclosures, even those that may have minimal warpage across the bonding surface.
Tempered Glass
Tempered glass is glass that is thermally and/or chemically treated which results in increased material strength. The dielectric constant of glass is higher than that of polyester, polycarbonate, and acrylic, thus allowing for higher key sensitivity when using microcontrollers in standalone mode and only relying on hardware for key sensitivity. The abrasion resistance of tempered glass is also superior to the three other material options previously mentioned. Tempered glass options can meet a pencil hardness rating of up to 9H.
When tempered glass is damaged with enough force to shatter, the material breaks out into granular pieces rather than jagged edges to prevent the user from being harmed.
It should be noted that the benefits of using tempered glass are abrasion resistance and dielectric constant. However, the tempered glass manufacturing process itself can present challenges since specialty equipment and processes must be used to machine, cut, and mill bulk material. Tempered glass is also extremely rigid and will not bend or plastically deform during installation and use, which can create assembly challenges.
Abrasion Resistance
The hardness rating of a material’s surface is directly related to its abrasion resistance and ability to withstand scratches. In material science, hardness is a characteristic defined as the measure of how resistant a material is to permanent indentation when a compressive force is applied. Applications in which a capacitive touch HMI will be potentially subject to contact with other instruments and frequent chemical wipe downs should specify an overlay material with a high hardness rating to ensure the surface remains optically smooth and scratch-free throughout its life cycle.
Also, designers should consider all potential use cases for a product when selecting the overlay material. Will a surgeon use the blunt end of their scalpel to change a setting? Will the welder use leather gloves to turn on their display? A complete understanding of the use-case and environment will help make certain the right material is selected for the job.
There are multiple ways to measure hardness for overlay materials. Pencil hardness and Taber abraser testing are the two most common hardness tests used in the polymer industry for defining surface hardness and can be found on material datasheets.
Pencil Hardness Test (ASTM D3363)
The pencil hardness test is used specifically for hard coats applied to the overlay material. During the test, the material sample is placed on a solid horizontal surface. A pencil is held firmly against the material at a 45° angle with the pointed end in contact with the material and pushed away from the operator in a 0.256” stroke. The process is started with the hardest pencil and continued down the scale of hardness.

Pencil Hardness Test
The lowest hardness value of the pencil which leaves a mark on the surface determines the coating’s hardness rating. 6B is the lowest pencil hardness rating (least scratch resistant) and 9H is the highest pencil hardness rating (most scratch resistant). Tempered glass is superior to the polyester, polycarbonate, and acrylic in scratch resistance and will often have a 9H pencil hardness rating specified on material datasheets.>
Taber Abraser Test (ASTM D3363)
The Taber abraser test involves securing the material sample to a turntable that rotates 360º at a fixed speed. Two arms with an abrasive material are then lowered on each side of the material sample. The turntable begins rotating, causing the abrasive material to wear against the sample’s surface for a specified number of cycles. The results of the Taber abraser test are expressed in delta haze percentage or weight loss of the material sample in units of mg/number of cycles.
Impact & Drop Testing
The results of impact and drop tests are important measures of product safety and reliability. Capacitive touch HMIs that are used in industrial applications will likely have to go through at least one of these tests at the system level to collect data for design validation and assessing possible failure modes. The cosmetics and functionality of the product are critical evaluation points after these tests are performed.
Impact testing is either performed with a pendulum tester or a drop weight tester where a steel ball or hammer is released and strikes the product. Impact testing is performed to ensure materials meet specific impact properties. Drop testing involves dropping the product in various orientations from a specified height based off the weight of the product.
Plastic overlay films that are 0.010” in thickness or less are expected to perform well in these tests regarding functionality, safety, and cosmetics due to their flexibility. Overlay thicknesses that are between 1.0-1.5 mm thick for both plastics and glass can cause concerns depending on the test requirements. Tempered glass will shatter and shard into numerous non-jagged pieces at a certain impact force whereas plastics tend to crack. The behavioral differences of glass and plastics when subjected to an impact force are important to keep in mind when considering the safety requirements of the product. The adhesive layer behind the overlay can help prevent tempered glass shards from dispersing but plastics are the preferred option.
Polyester vs. Polycarbonate Comparison (<0.010” Thickness)
| Material | Key Sensitivity | Optical Clarity | Abrasion Resistance | Stiffness |
|---|---|---|---|---|
| Polyester (PET) | Comparable to PC | Optically clear, but is hazy at thicknesses over 0.010” | More abrasion resistant than PC | More stiff |
| Polycarbonate (PC) | Comparable to PET | Optically clear over a large range of thicknesses | Less abrasion resistant than PET | More flexible |
Acrylic vs. Tempered Glass Comparison (0.039” - 0.059” Thickness)
| Material | Key Sensitivity | Optical Clarity | Abrasion Resistance | Stiffness |
|---|---|---|---|---|
| Acrylic (PMMA) | Less sensitive | Excellent optical clarity, but can yellow after extended UV exposure | Less abrasion resistant | More flexible |
| Tempered Glass | More sensitive | Retains optical clarity through life cycle | Extremely abrasion resistant | Rigid, not flexible |
Adhesives
Pressure sensitive acrylic adhesives are used for bonding the layers in the stack up of capacitive touch HMIs, similar to traditional tactile membrane switches. Capacitive touch HMIs that integrate light guide panels for backlighting over larger areas, such as an entire key, require the use of optically clear adhesives in the key areas to allow the backlit areas to light uniformly.
Air bubbles can manifest themselves as cosmetic imperfections and can negatively impact the HMI’s backlighting, creating hot spots and voids in the illuminated display. Also, it is imperative to eliminate air bubbles during the lamination process to maintain consistent dielectric values between the overlay surface and the circuit board electrode as this may adversely impact key sensitivity.
The use of custom firmware and sophisticated microcontrollers allow for the key sensitivity to be tuned and compensate for variations in the dielectric values caused by air bubbles or air gaps. Depending on the backlighting requirements of the HMI, cutouts in the adhesive layers may be required to facilitate design objectives. In these instances, it is advised to keep the air gap (adhesive thickness) to a minimum.
Summary
Capacitive touch HMI assemblies have grown in popularity due to their durability, modern functionality, and versatility across industries. The overlay material used plays a critical role in determining the touch sensitivity, optical clarity, abrasion resistance, and overall performance of the HMI.
Designers must account for material dielectric constant, overlay thickness, application environment, and bonding methods to ensure reliable and safe functionality. From plastics like polyester and acrylic to rigid tempered glass, each material offers distinct advantages and limitations that must be matched with application needs, especially when subjected to abrasion, impact, or drop conditions.
Key Takeaways
- Overlay Material Directly Affects Key Sensitivity: The dielectric constant (k) of the overlay material influences how easily a capacitive key registers touch. Materials with higher k values, like tempered glass, provide greater sensitivity, while thinner overlays also increase sensitivity by enhancing the capacitance change.
- Material Thickness Drives Material Choice: For overlays ≤0.25mm, polyester and polycarbonate are ideal due to their flexibility and ease of processing. For thicker overlays (1.0–1.5mm), acrylic and tempered glass are more suitable. Each material is selected based on the application's sensitivity, cosmetic, and durability needs.
- Durability Depends on Abrasion and Impact Resistance: Tempered glass offers the highest abrasion resistance (9H pencil hardness) but is rigid and prone to shattering. Acrylic and plastic materials provide better impact absorption and flexibility, making them better suited for rugged environments or applications prone to drops.
- Adhesive Quality and Air Bubbles Impact Performance: Air bubbles in adhesive layers can degrade backlighting performance and touch sensitivity. Optically clear adhesives are preferred in backlit HMIs, and careful lamination is required to prevent dielectric inconsistencies that affect functionality.
- Application Environment Must Guide Material Selection: The HMI overlay must match the use-case scenario. For instance, medical or industrial environments may involve chemical exposure or rough usage (e.g., gloved operation or contact with tools), requiring tougher materials like polyester or hard-coated acrylic with high hardness ratings.



